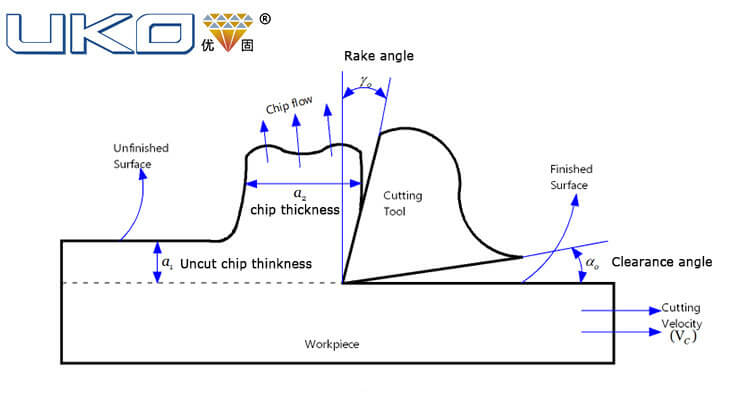
The rake angle and clearance angle are two important angles of each cutting tool. Therefore, their presence in every cutter tool is necessary. In the previous article, we talked about the topic “What Effect Does the Rake Angle Have on CNC Cutting?“. So let’s talk about the clearance angle today. The clearance angle, also called relief angle, is the angle between the flank surface and the cutting velocity as measured on another plane.
Various influences of clearance on the machining processing are given below.
- It affects the strength of the cutter tip. The larger the clearance angle, the weaker the strength of the cutter tip, the smaller the heat dissipation volume, and the smaller the wear volume when the standard NP is radially ground for a certain period of time, the lower the tool durability.
- It affects the friction between the flank face of the tool and the machined surface. Under the premise of a certain standard for tool bluntness, the larger the clearance angle, the smaller the friction, the higher the tool durability, and the better the surface quality of the machine.

The selection strategy of the clearance angle
In actual production, in order to reduce friction and improve surface quality, it is natural to choose a larger clearance angle. However, considering the enhancement of insert strength and improving the heat dissipation conditions of the inserts, it is also desirable to select a smaller clearance angle, so there is a reasonable clearance angle value.
- First, let’s consider it according to the workpiece material: For processing high-hardness and high-strength materials, a smaller clearance angle is usually used to increase the strength of the cutter head. When processing plastic materials, a larger clearance angle is usually selected in order to reduce the friction between the flank face and the machined surface, reduce work hardening, and prevent tool flank face wear. When processing brittle materials, in order to ensure the strength of the cutting edge, a smaller clearance angle should be selected. When processing extra-hard materials, because of the large negative rake angle, in order to facilitate the cutting, a larger rake angle is usually selected.
- For rough machining, interrupted cutting or strong cutting, in order to increase the strength of the tool, the clearance angle should be a smaller value; during finishing, a larger clearance angle is usually selected to reduce the gap between the relief surface and the machined surface Friction to improve the quality of the processed surface.
- For process systems with poor rigidity, in order to increase friction and reduce vibration during processing, a smaller clearance angle is usually used, or even a negative clearance angle, with a vibration-damping edge.
- For high-precision tools and fixed-size tools, a smaller clearance angle is usually selected to ensure the dimensional accuracy of the tool after regrinding; when cutting with multi-edge tools and the cutting thickness is thin, a larger clearance angle should be selected.
The clearance angle of any cutting tool must have a finite positive value, usually between +3º to +15º.